|
|
|
|
Kreipiamųjų sistemų optimalių asimetrijų statistinė analizė.
V. Šaras, J.
Kryštul; AB „Vilniaus Vingis“
Nesuvestis ir asimetrijos, vartotojo ir gamintojo charakteristikos
Su vartotojais yra derinamos kreipiamųjų sistemų (toliau KS) nesuvesties specifikacijos normos. Tai maksimaliai leistini atstumai tarp bet kokios spalvos spindulių pėdsakų kineskopo ekrane. KS gamintojams aktuali yra ne nesuvestis, o nesuvesties asimetrijos (toliau asimetrijos), kurių pagalba yra derinamas technologinis procesas. Dėl to svarbus yra šių skirtingų charakteristikų sąryšis ir suprantamos pastangos išanalizuoti jas.
Astigmatizmo, komos ir distorsijos (skleistinės geometrijos) asimetrijų specifika.
Asimetrijos parametrų erdvė yra labai didelė ir dėl to tikslinga grupuoti (ar skirstyti sluoksniais) pagal įvairius požymius. Šiuos požymius galima įvardinti sekančiai:
· Pagal elektromagnetinių linzių požymius:
o distorsijos (skleistinės geometrijos) (dvipolė linzė),
o astigmatizmo (keturpolė linzė),
o komos (šešiapolė linzė);
· Pagal vietą kineskopo ekrane:
o asimetrijas ant ašių,
o kampuose horizontalia ir vertikalia kryptimis (x, y),
o kampuose radialia ir diagonalia kryptimis (r, d),
o anizotropijos,
o specialias asimetrijas;
· Pagal asimetrijos kryptį:
o centrinę (M efekto),
o sukamąją (D efekto),
o vertikalią (N efekto),
o horizontalią (W efekto);
· Pagal sąryšį su KS ritelėmis:
o eilučių ritelėmis,
o kadrų ritelėmis;
· kt.
Jei pasižiūrėti į astigmatizmo, komos ir dalinai distorsijos asimetrijas, galima pastebėti, kad jų sandara ir skaičiavimo algoritmai analogiški, tik yra išsidėstę skirtingose vietose ir formuojami skirtingais kineskopo spinduliais. Tokiu būdu galima supaprastinti jų nagrinėjimą analizuojant vieną grupę, o išvadas pritaikyti kitiems grupės nariams. Asimetrijas ir jų žyminius tikslinga išdėstyti asimetrijų lentelėje pieš. 1, kurios pagalba daug lengviau susigaudyti šioje erdvėje.
Pieš.
1. Asimetrijos parametrų lentelė
KS gamyboje renkamų duomenų specifika. Technologinio proceso charakteristikų švarumas ir šuntų įtaka.
KS gamyboje yra taikomi kelių lygių matavimai su grįžtamuoju ryšiu pieš 2. Tai
· ritelių ir impedansų matavimas,
· kontroliniai surinkimai,
· galutinė kontrolė.
Visais atvejais yra registruojamos ir analizuojamos asimetrijos bei jų ryšiai su gamybiniais objektais, kur tos asimetrijos atsiranda. Ieškomos ir šalinamos jų atsiradimo priežastys. Tokiu būdu labai svarbu, kad registruojama informacija turėtų savyje šių objektų žyminius ir dar geriau, kad turėtų šių objektų parametrus. Masinėje gamyboje dažniausiai stengiamasi turėti minimaliai būtiną jų kiekį, nes papildomi matavimai ir jų registravimas didina darbo imlumą ir savikainą, o laisvos rinkos sąlygos ir investuotojų lūkesčiai reikalauja mažinti ją. Išeitis – statistinė analizė, kompiuterizavimas, automatizavimas ir gamybinių išlaidų minimizavimas.
Pieš.
2. KS technologinio proceso grįžtamieji ryšiai.
KS gamyboje pagrindiniai nesuvesties matavimai yra kompiuterizuoti ir automatizuoti. Tačiau gamybinių objektų ir tiekiamų žaliavų parametrai dar nepakankamai. Dėl to tikslinga į juos atkreipti dėmesį: kompiuterizuoti šių duomenų surinkimą, išanalizuoti ryšius, sukurti ar pritaikyti atitinkamas metodikas. Pagal šių idėjų realizacijos lengvumą galima išvardinti sekančias kryptis:
· automatizuotas šuntų vietos ir dydžio registravimas, kad galima būtų tobulinti šuntų panaudojimo technologiją;
· staklių reguliavimo parametrų kompiuterizuotas registravimas, kad galima būtų efektyviau reguliuoti stakles ir kt. gamybinius objektus;
· panaudojamo laido parametrų kompiuterizuotas registravimas, kad vyniojimo procesas būtų iš anksto derinamas.
Iš visų čia paminėtų renkamų parametrų rūšių vertingiausi yra kontrolinių surinkimų duomenys. Jų pagalba galima skaičiuoti nukrypimus ir valdyti technologinį procesą, kadangi sekantys matavimai atliekami jau po magnetinių šuntų klijavimo, kurie skirti eliminuoti gamybinio proceso nukrypimus. Dėl to kontrolinių surinkimų duomenų statistikai ir analizei tenka skirti daugiausia dėmesio.
Asimetrijų koreliacinė analizė.Ritelių asimetrijų sluoksniai efektų sluoksniuose.
Aukščiau minėta, kad asimetrijos gali būti įvairiai grupuojamos. Grupes galima pavadinti sluoksniais. Tie sluoksniai gali būti lygiagretūs, gali ir susikirsti. Panagrinėsime KS ritelėms skirtą sluoksnį ir su kuriom kitų sluoksnių asimetrijom jis susikerta.
Pieš.
3. Koreliacinėje matricoje išryškėjantys
asimetrijų sluoksniai
KS gamyboje labai svarbi yra ritelių vyniojimo proceso analizė, tobulinimo galimybės ir optimalūs parametrai. Dėl to buvo atlikta matavimo duomenų asimetrijų koreliacinė analizė keliems gaminiams. Visų metų matavimų didelės apimties duomenų masyvai (nuo 6000 iki 200000 KS) leido patikimai įsitikinti, kad asimetrijos parametrus galima suskirstyti į nesusikertančius eilučių ir kadrų ritelių asimetrijų sluoksnius, kuriuose yra sluoksniai, skirti asimetrijų kryptims arba efektams. Ir kiekvienas iš jų turi tik po vieną asimetriją ant ašių ir kampuose astigmatizmo, komos ir distorsijos sluoksniuose. Tai leidžia šiuos asimetrijų sluoksnius nagrinėti atskirai, nesiejant su kitais sluoksniais ir supaprastinti jų nagrinėjimo algoritmą bei gauti greitus analizės rezultatus: nustatyti konstruktyvines paklaidas arba nominalias asimetrijas arba optimumus.
Nesuvestis, asimetrijų suma ir jų normos. Koreliacinė analizė ir bandymas su atsitiktiniais rinkiniais
Kaip minėta aukščiau, su vartotojais pagrinde yra derinamos nesuvesties normos. Dėl to svarbu yra teisingai nustatyti gamybiniame procese naudojamų asimetrijų normas. Remiantis asimetrijų ir nesuvesties skaičiavimo algoritmais galima teigti, kad kiekviena asimetrija kampuose susideda iš keturių nesuvesčių kampuose, o kiekviena nesuvestis bet kuriame iš kampų susideda iš keturių asimetrijų (M, D, N ir W ef.). Kiekvienai iš M, D, N ir W efektų asimetrijų galima paskaičiuoti defektingumo tikimybes bei bendrą defektingumą. Taip pat ir kiekvienam nesuvesties kampui galima paskaičiuoti tą patį. Įvertinant tai, kad šie parametrai pasiskirstę pagal normalinį dėsnį, skaičiavimai nesunkiai realizuojami. Tokiu būdu buvo suformuota kompiuterinė programa, perskaičiuojanti parametrus ir tinkamumus bei defektingumus iš nesuvesties į asimetrijas arba atvirkščiai, remiantis tų parametrų vidurkiais, išsibarstymais, tikslo dydžiais ir pasirinktomis normomis. Normų ir parametrų grafinis vaizdas leido akivaizdžiai ir įtikimai gauti analizės rezultatus. Jos pagalba galima nagrinėti įvairius nesuvesties ir asimetrijų ryšio aspektus.
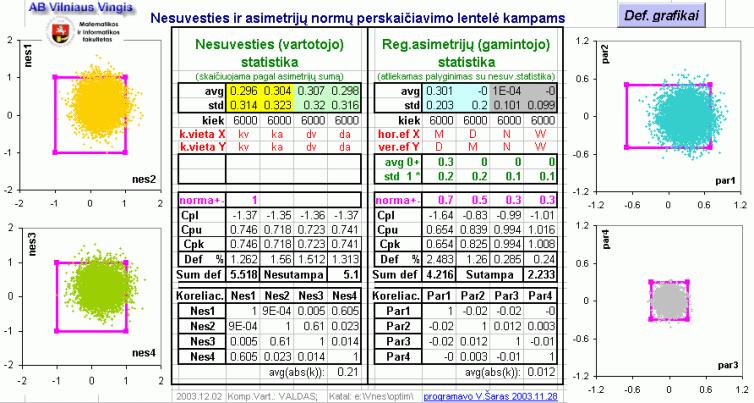
Pieš.
4. Nesuvesties ir asimetrijų normų įtakos
perskaičiavimo programos forma
Vienas iš jų pavyzdžiui – kaip nepriklausomų asimetrijų išsibarstymai įtakoja į nesuvesties parametrų tarpusavio koreliacijas. Pasirodo, kad nesuvesties koreliacijos priklauso tik nuo asimetrijų išsibarstymo skirtumo. Kuo didesnis skirtumas, tuo didesnė nesuvesties koreliacija. Arba labai įdomi asimetrijų vidurkio įtaka į nesuvesties vidurkius. Visi keturi asimetrijų krypčių (efektų) tipai iššaukia didelę nesuvestį tik viename kampe. O viena asimetrija vienodai pasiskirsto visuose keturiuose nesuvesties kampuose. Žemiau pateikta lentelė parodo įvairius variantus kai asimetrijų dydis lygus 0,5.
|
Asimetrijų skaičius |
Nesuvesties dydis |
Nesuvesties kampų skaičius |
|
1 x 0,5 |
0,5 |
4 |
|
2 x 0,5 |
1,0 0,0 |
2 2 |
|
3 x 0,5 |
1,5 0,5 |
1 3 |
|
4 x 0,5 |
2,0 0,0 |
1 3 |
1
lentelė. Asimetrijų skaičiaus įtaka į
nesuvesties kampų skaičių ir dydį.
Esant nesuvesties pasiskirstymui (kairėje programos formos pusėje), paslinktam kuria nors įžambinės kryptimi, ją galima koreguoti atitinkama asimetrijos parametro vidurkio korekcija, kaip nurodyta sekančioje lentelėje:
|
|
Par1 |
Par2 |
Par3 |
Par4 |
|
Nes
1 Nes
2 |
|
|
|
|
|
Nes3 Nes4 |
|
|
|
|
2
lentelė. Asimetrijų vidurkio (Par) įtaka į nesuvesties (Nes) išsibarstymo
kryptį.
Nesuvesties ir asimetrijų leistinų ribų (specifikacijos normų) sąryšis ir išvados
Nesuvesties ir asimetrijų leistinų ribų (specifikacijos normų) realizacijos variantų gali būti labai daug. Turint kompiuterinę programą kiekvienu atveju galima paskaičiuoti normas, kurioms esant tinkamumas ir defektingumas vienodi, optimizuoti pagal sutapimo arba nesutapimo dydį, įvertinti asimetrijų ir nesuvesties defektingumo riziką.
Keletas normų variantų nesuvesčiai kampuose pateikta žemiau esančioje lentelėje:
|
Asimetrijoms kampuose |
nesuvesčiai kampuose |
||||||||
|
avg |
std |
norma |
norma |
||||||
|
Par1 |
Par2 |
Par3 |
Par4 |
Par1 |
Par2 |
Par3 |
Par4 |
Par1
2 3 4 |
Nes1
2 3 4 |
|
0,3 |
0,0 |
0,2 |
0,0 |
0,3 |
0,2 |
0,1 |
0,001 |
0,603 |
1,000 |
|
0,3 |
0,2 |
0,2 |
0,1 |
0,3 |
0,2 |
0,1 |
0,001 |
0,496 |
1,000 |
|
0,3 |
0,0 |
0,2 |
0,0 |
0,3 |
0,2 |
0,1 |
0,1 |
0,578 |
1,000 |
|
0,3 |
0,2 |
0,2 |
0,1 |
0,3 |
0,2 |
0,1 |
0,1 |
0,489 |
1,000 |
|
0,3 |
0,0 |
0,2 |
0,0 |
0,3 |
0,2 |
0,1 |
0,1 |
0,676;0,338 |
1,000 |
3 lentelė. Vienodo defektingumo nesuvesties ir asimetrijų normos kampuose
Šioje lentelėje tose vietose, kur nurodytos dvi asimetrijų normų reikšmės, mažesnės normos taikomos dvejoms asimetrijoms, kurių statistika su didesniu tinkamumu. Matome, kad galime manipuliuoti asimetrijų normom nekeisdami nesuvesties tinkamumą. Tokiu būdu galima įvesti realius asimetrijų statistikos duomenis, pasirinkti normas su pigesniu koregavimo šuntais keliu ir sumažinti gamybos nuostolius.
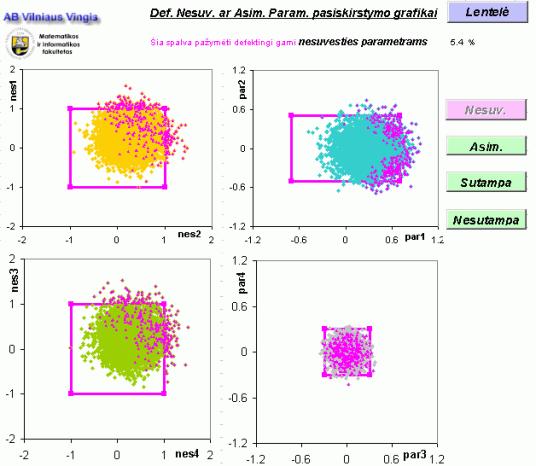
Pieš.
5. Defektingų gaminių pasiskirstymo programos
forma
Žemiau normų lentelė asimetrijoms ir nesuvesčiai ant ašių:
|
Asimetrijoms ant ašių |
nesuvesčiai ant ašių |
||||
|
avg |
std |
norma |
norma |
||
|
0,3 |
0,0 |
0,3 |
0,2 |
0,356 |
0,500 |
|
0,3 |
0,2 |
0,3 |
0,2 |
0,347 |
0,500 |
|
0,2 |
0,0 |
0,2 |
0,1 |
0,413 |
0,500 |
|
0,2 |
0,2 |
0,2 |
0,1 |
0,329 |
0,500 |
|
0,2 |
0,0 |
0,2 |
0,1 |
0,436;0,218 |
0,500 |
|
0,2 |
0,0 |
0,2 |
0,1 |
0,510;0,170 |
0,500 |
|
|
|
|
|
|
|
4 lentelė. Vienodo defektingumo nesuvesties ir asimetrijų normos ant ašių
Normos ant ašių mažiau skiriasi, kadangi mažiau parametrų.
G. Popovo straipsnyje „KS gaminių kokybės kontrolės įvertinimas, naudojant statistinį metodą“ (9 AB „Ekranas“ M.T. konferencijos medžiaga) yra duotas supaprastintas normų skaičiavimo algoritmas, panaudojant vidutinį kvadratinį metodą ir vienodas įvairių asimetrijų normas. Vienok tame pačiame straipsnyje parodyta, kad asimetrijų normas reikia paskirstyti atsižvelgiant į tų asimetrijų išsibarstymus ir duotas pavyzdys. Aukščiau minėta kompiuterinė normų perskaičiavimo programa akivaizdžiai parodo, kad to maža. Reikia įvertinti pilnai visą normalųjį dėsnį, ne tik su išsibarstymu, bet ir su vidurkiu. Ir konstruktyvines paklaidas reikia priskirti gamintojui, kuris projektuoja gaminį, o ne vartotojui. Jas reikia įvertinti ir panaudoti sprendžiant gamybos optimizavimo uždavinį.
Asimetrijų optimumai, nominalas, konstruktyvinės paklaidos
Turint optimizuotas asimetrijų normas, toliau galima spręsti konstruktyvinių paklaidų arba asimetrijų nominalo (tikslo) optimizavimo klausimą. Šitam darbui pasitelkiam aukščiau minėtus asimetrijų sluoksnius, suformuotus koreliacinės analizės metu, atskirai eilučių ir kadrų ritelėms. Tokiu būdu gaunasi aštuoni asimetrijų sluoksniai kuriuose, įskaitant ir astigmatizmo bei komos tarpines kineskopo zonas bei po vieną skleistinės geometrijos asimetriją, yra po vienuolika asimetrijų. Turint pakankamą kiekį matavimų, galima projektuoti tinkamumo ar defektingumo grafikus kiekvienai asimetrijai ir paskaičiuoti bendrą tinkamumą ar defektingumą kiekvienam sluoksniui, kuriame atsispindės to sluoksnio asimetrijų optimumas, kuris privalo tapti gamybinio proceso tikslu ar nominalu, atspindėti konstruktyvines paklaidas.
Kritiniai asimetrijų parametrai ir gamybiniai objektai.
Kiekvieno sluoksnio bendro tinkamumo arba defektingumo grafikas suformuojamas įvertinant kitų to sluoksnio asimetrijų parametrus ir turi optimumo zoną. Arčiausiai šio grafiko esantys asimetrijų grafikai daro didžiausią įtaką jam ir yra priskiriami kritinėms asimetrijoms, kuriems reikia skirti didesnį dėmesį, koreguoti technologinį procesą ar asimetrijų normas ir t.t. O kadangi optimumus galima skaičiuoti ir atskirai kiekvienam objektui, tai analogiškai galima rasti ir kritinius gamybinius objektus, kurie gadina bendrą tinkamumo vaizdą. Toliau kiekvienam objektui atskirai vėl galima skaičiuoti optimumus ir rasti kritines asimetrijas. Tokiu būdu gamybos proceso inžinierius gauna patikimą gamybos proceso valdymo įrankį. Atlikus technologinio proceso koregavimą, minėtomis procedūromis galima tikėtis žymaus kokybės pagerėjimo ir gamybinių nuostolių sumažėjimo.
|
Gaminys |
Eilučių rit. kritinės
asimetrijos |
Kadrų rit. kritinės
asimetrijos |
||||||
|
M |
D |
N |
W |
M |
D |
N |
W |
|
|
1 |
S0AP02 S3AP17 |
S0AP20 |
S0AP06 GP30 |
S0AP08 |
S0AP01 S0KP09 |
S3AP03 |
S0AP05 |
- |
|
2 |
S0AP02 S3AP17 |
S0AP20 |
S0AP06 S0AP14 |
S0AP08 S3AP16 |
S0AP01 S0KP09 |
S0AP03 S0AP19 |
S0AP05 S0AP13 |
GP31 |
|
3 |
S0AP02 S0AP17 |
- |
GP30 S0AP06 |
S0AP08 |
S0AP01 S0KP01 |
- |
S0AP05 |
S0AP07 |
|
4 |
S0AP02 S0AP17 |
- |
- |
S0AP08 |
S0AP18 |
- |
S0AP05 S0AP13 |
S0AP07 S0AP15 |
4 lentelė. Įvairių gaminių kritiniai asimetrijų parametrai
Pieš.
6. Optimalių asimetrijų formavimo grafikų
pavyzdžiai
Šioje lentelėje S0, S1, S2, S3 žyminiais pažymėtos asimetrijos parametrų zonos kineskopo ekrane. Toliau AP-astigmatizmo, KP-komos ir GP-geometrijos asimetrijų parametrai. Žyminio gale nurodytas asimetrijos parametro numeris aukščiau esančioje asimetrijų lentelėje.
Ne mažiau įdomus ir kritinių gamybinio proceso objektų sąrašas, gaunamas nagrinėjant jų skirtumus grafiniame lauke. Tai objektai, išsiskiriantys blogesnėmis derinimo galimybėmis. Turint šiuos grafikus galima identifikuoti, taisyti ir koreguoti ne tik parametrus bet ir gamybinio proceso objektus - stakles, įrankius, matavimo priemones.
|
Gaminys |
Eilučių rit. kritiniai
gamybos obj. |
Kadrų rit. kritiniai
gamybos obj. |
||||||
|
M |
D |
N |
W |
M |
D |
N |
W |
|
|
1 |
Enr2;3 |
Enr6 |
Enr5;7;11;13; Kin21 |
Enr6 |
Knr401;404; Kin70 |
- |
- |
- |
6 lentelė. Gaminio kritiniai gamybinių objektų žyminiai
Šioje lentelėje Enr – eilučių įspraustinės Nr.; Knr – kadrų staklių laikiklis; Kin – kontrolės įrenginio kineskopas;...
Galima padaryti ir geriausių objektų sąrašą, kuriuos panaudoti kaip pavyzdžius ar etalonus. Atskira gamybinių objektų rūšis – registruojami kompiuterinėse duomenų bazėse darbuotojai, gamybinių operacijų atlikėjai. Aiškiai matosi, kad vieniems gaunasi geriau, kitiems blogiau.
Eilučių ir kadrų ritelių asimetrijų optimumai
Jei panagrinėsime atskirai eilučių ir kadrų, atskirai kiekvieno efekto asimetrijos parametrų optimumų grafikus, pamatysime aiškiai ir nepakankamai išreikštus optimumus.
|
Gaminys |
Eilučių rit. optimumų
galimybės |
Kadrų rit. optimumų
galimybės |
||||||
|
M |
D |
N |
W |
M |
D |
N |
W |
|
|
1 |
-0,05 0 5 |
~ 0,2 0 |
|
|
0,0 0 4 |
0,0 0,48 0 |
|
|
|
2 |
0,0 0 2 |
~ +0,08 ~ 0,36 0 |
~ -0,24 ~ 0,13 0,1 |
+0,13 0 8 |
0,0 0 9 |
-0,05 0,42 0 |
-0,05 0,2 0,3 |
neaiškus 0,1 0,3 |
|
3 |
0.0 0,39 0 |
nėra |
~ -0.2 0,20 0,1 |
-0.1 0,40 0 |
0.0 0,32 0 |
nėra |
0.0 0,40 0 |
0,0 0,32 0 |
|
4 |
-0,17 0,45 0 |
nėra |
nėra |
-0,1 0,20 0,2 |
~ +0,17 ~0,26 0,02 |
nėra |
+0,1 0,49 0 |
+0,05 0,25 0,105 |
7 lentelė. Įvairių gaminių optimumų realizacijos galimybių įvertinimas
Šioje lentelėje pirmas iš viršaus skaičius rodo optimumo poslinkį nuo vidurkio matuojant asimetriją ant ašies, antras skaičius – optimumo plotį nustatytame lygyje ir trečias – bendro optimumo minimumą. Skaitinės šios lentelės reikšmės reikalauja nagrinėjimo ir patikslinimo, nes gautos atliekant pirmą bandomąjį skaičiavimą. Trečiam ir ketvirtam gaminiui nebuvo tarpinių zonų duomenų.
Daug įdomių išvadų galima daryti minėta kompiuterine programa analizuojant įvairiais pjūviais įvairius asimetrijų sluoksnius. Įdomus eilučių ritelių D efektas. Jis parodo, kad visas vyniojimo įspraustines reikia koreguoti ir tobulinti gamybos technologiją. Labai žymią įtaką technologinio proceso parametrams daro matavimams skirtų kineskopų keitimai ir N efekto pokyčiai. Jų parametrams reikia skirti daugiau dėmesio. Dar ši programa leidžia tikrinti skirtingų gamybinių objektų suderinamumą, filtruojant duomenis ir analizuojant tik vieno objekto duomenis ir kokie gaunasi optimumai su kitais objektais. Tokiu būdu galima patikrinti objektų suderinamumą. Gal kokios tai eilučių staklės daugiau derinasi su kokiom tai konkrečiom kadrų ritelių staklėm ar kita įranga.
Pasikliautini intervalai
Aukščiau pateiktose lentelėse panaudoti gamybinio proceso matavimų duomenų apimtys nuo pusės iki metų laikotarpio. Matavimų skaičius priklausomai nuo gaminio - nuo 6000 iki 200000. Tokiai didelei imčiai tinkamumo ir defektingumo pasikliautini intervalai yra pakankamai maži ir gautų rezultatų patikimumas pakankamai didelis. Pavyzdžiui tinkamumo rodikliui Cpk pasikliautini intervalai skaičiuojami remiantis sekančia formule:
Kai n=6000, gaunasi sekančios reikšmės: Cpk=1,00±0,02.
Išvados
KS gamybinio proceso asimetrijų normas bei konstruktyvines paklaidas ar gamybos tikslus tikslinga išnagrinėti ir optimizuoti aukščiau nurodytu metodu. Šiam tikslui sukurti ir panaudoti kompiuterines programas, kurios panaudoja esančius matavimų duomenis bei įvertina esantį parametrų pasiskirstymą.
Įtraukti į KS gamybos technologinį procesą ir apmokyti darbuotojus naudotis naujomis kompiuterinėmis programomis ir asimetrijų sumos dėsniais. Išnaudoti asimetrijos parametrų Mr4, Md4, Dr4, Dd4, Nr6,Nd6, Wr6, Wd6 galimybes. Dokumentacijoje nurodyti būtiną optimumų paskaičiavimą kas ketvirtį ir po žymių technologijos proceso pakeitimų. Įtraukti į duomenų bazę technologinio proceso ir įrangos pakeitimų formas ir lenteles. Didesnį dėmesį skirti kineskopų pakeitimams ir parametrų koregavimui bei jų registravimui kompiuterinėse rinkmenose. Išbandyti eilučių ritelių įspraustinių koregavimą, remiantis D efekto optimumais. Išanalizuoti metodo pritaikymo galimybes kineskopų gamyboje.
Kreipiamųjų sistemų
parametrų statistinė analizė
Vytautas Šaras (AB “Vilniaus Vingis”)
Pranas Vaitkus (VU Matematinės statistikos katedra)
- Kam reikalingi proceso atitikmens indeksai. Palyginimas su defektingumu.
Statistinėje
procesų valdymo teorijoje atskirai naudojamos vidurkių poslinkio kontrolės
kortos(![]() ), proceso parametro išsibarstymo kontrolės kortos (R, S).
Normalaus dėsnio atveju vidurkio įvertis
), proceso parametro išsibarstymo kontrolės kortos (R, S).
Normalaus dėsnio atveju vidurkio įvertis ![]() ir dispersijos
įvertis S
ir dispersijos
įvertis S![]() yra nepriklausomi dydžiai. Todėl ir reikalingos dvi
kontrolės kortos. Kad surišti vienu dydžiu specifikacijos normas su parametro
išsibarstymo dydžiu buvo pasiūlytas proceso atitikmens indeksas
yra nepriklausomi dydžiai. Todėl ir reikalingos dvi
kontrolės kortos. Kad surišti vienu dydžiu specifikacijos normas su parametro
išsibarstymo dydžiu buvo pasiūlytas proceso atitikmens indeksas ![]() , kur USL ir LSL-
viršutinė ir apatinė specifikacijos linijos,
, kur USL ir LSL-
viršutinė ir apatinė specifikacijos linijos, ![]() - parametro standartinis kvadratinis nuokrypis. Taguchi ir
kt. 1985 m. pasiūlė jautresnį indeksą C
- parametro standartinis kvadratinis nuokrypis. Taguchi ir
kt. 1985 m. pasiūlė jautresnį indeksą C![]() . Skaitoma, kad procesas geras, jei
. Skaitoma, kad procesas geras, jei ![]() arba
arba
![]()
Iš čia matome, kad ![]() reikšmė apibūdina
intervalą, į kurį turi patekti parametro vidurkio įvertis:
reikšmė apibūdina
intervalą, į kurį turi patekti parametro vidurkio įvertis:
LSL+4![]()
![]()
Kadangi įverčiai yra atsitiktiniai dydžiai, tai turime kalbėti apie tolesni įvykių tikimybes:
![]() ,
,
kur ![]() yra defektingumo
lygis. Antra vertus, jei žinome, kad
yra defektingumo
lygis. Antra vertus, jei žinome, kad ![]() , tai gauname, kad
, tai gauname, kad
![]() ,
,
kai L=a-4![]() , V
, V![]() .
.
Taigi, jei nenorime
keisti proceso ir kontrolės ribų a ir b, tai turime laikyti, kad specifikacijos
linijos yra a-4![]() ,
, ![]() .
.
Jei fiksuotas
lygmuo 1-![]() ir USL=-LSL, tai USL randame iš sąlygos
ir USL=-LSL, tai USL randame iš sąlygos
![]() .
.
- Proceso atitikmens rodiklių variantai.
Minėti atitikmens
indeksai ![]() ir
ir ![]() turi savų trūkumų,
nes neatsižvelgia į tai kaip skiriasi proceso vidurkis
turi savų trūkumų,
nes neatsižvelgia į tai kaip skiriasi proceso vidurkis ![]() nuo jo optimalios, iš
anksto nusakytos padėties T. Todėl buvo pasiūlytas indeksas
nuo jo optimalios, iš
anksto nusakytos padėties T. Todėl buvo pasiūlytas indeksas
![]()
ir jo apibendrinimas ![]() , kur
, kur
d=(USL-LSL)/2,
m=(USL+LSL)/2. Aišku, kad ![]() , kai
, kai ![]() ,
, ![]() , kai
, kai ![]() ,
, ![]() , kai
, kai ![]() . Reikia pabrėžti, kad šie indeksai naudojami ir jų
parametrai vertinami kai procesas yra kontrolės būsenoje ir parametras
pasiskirstęs pagal normalųjį dėsnį
. Reikia pabrėžti, kad šie indeksai naudojami ir jų
parametrai vertinami kai procesas yra kontrolės būsenoje ir parametras
pasiskirstęs pagal normalųjį dėsnį ![]() . Be to dažniausiai imamos simetrinės specifikacijos linijos
. Be to dažniausiai imamos simetrinės specifikacijos linijos
-LSV= USL=SL. Tada
m=0, d=SL. Jei normališkumo hipotezė atmetama, tai galima naudoti suglodintus
adaptyvius indeksų ![]() ir
ir ![]() įverčius
įverčius
![]() ,
,
![]() ,
,
kur ![]() , SA=
, SA=![]() - svertinis matavimų variacinės eilutės vidurkis,
- svertinis matavimų variacinės eilutės vidurkis, ![]() ,
, ![]() yra [
yra [![]() ] mažiausių ir didžiausių variacinės eilutės vidurkių
skirtumas.
] mažiausių ir didžiausių variacinės eilutės vidurkių
skirtumas.
Proceso atitikmens
indeksai ![]() negali apibūdinti
visas praktikoje pasitaikančias situacijas. Todėl vietoje to, kad nagrinėti
intervalų, aibių matų santykį, M. Perakis ir E. Xekalakis (2003) pasiūlė nagrinėti
proceso tinkamumo tikimybių santykį, kurio pagalba nusakomas atitikmens
indeksas
negali apibūdinti
visas praktikoje pasitaikančias situacijas. Todėl vietoje to, kad nagrinėti
intervalų, aibių matų santykį, M. Perakis ir E. Xekalakis (2003) pasiūlė nagrinėti
proceso tinkamumo tikimybių santykį, kurio pagalba nusakomas atitikmens
indeksas ![]() . Čia
. Čia ![]() yra iš anksto duotas,
susitartas, proceso mažiausiai leistinas tinkamumo procentas (tikimybė).
yra iš anksto duotas,
susitartas, proceso mažiausiai leistinas tinkamumo procentas (tikimybė).
Intuityviai aišku,
kad ![]() turi būti artimas
vidurkiui, pvz
turi būti artimas
vidurkiui, pvz ![]() . Tada
. Tada
![]() .
.
Vienintelis nežinomas dydis yra tikimybė p, kurią reikia įvertinti pagal turimus stebėjimo duomenis ir pagal prielaidas apie procesą charakterizuojančio parametro tikimybinį pasiskirstymą. Paprasčiausiu, normalaus dėsnio atveju, turime
![]() .
.
Paėmę parametrų ![]() ir
ir ![]() įverčius
įverčius ![]() ir S Gauname
tikimybės p įvertį
ir S Gauname
tikimybės p įvertį
 .
.
Šis įvertis yra
atsitiktinis dydis ir yra pastumtas įvertis. Todėl į ![]() formulę reikia
įstatyti apatinę 100(1-
formulę reikia
įstatyti apatinę 100(1-![]() )% pasikliovimo lygio įverčio
)% pasikliovimo lygio įverčio ![]() ribą
ribą ![]() :
:
![]()
 , kur
, kur
![]() ,
,
![]() ,
,
![]() ,
, ![]()
![]() Tuo pačiu galima teigti, kad
Tuo pačiu galima teigti, kad ![]() , t. y.
, t. y. ![]() yra apatinė riba
atitikmens indeksui
yra apatinė riba
atitikmens indeksui ![]() . Skaitysime, kad procesas atitinka specifinius reikalavimus,
jei
. Skaitysime, kad procesas atitinka specifinius reikalavimus,
jei ![]() .
.
- Proceso atitikmens rodiklio tikimybiniai intervalai.
Shiau ir kt. (1999) pasiūlė konstruoti pasikliautinuosius intervalus atitikmens indeksų kvadratams. Jų rezultatai yra tokie
 ,
,
 ,
,
![]()
su tikimybe 1-p.
Pasikliautinieji
intervalai svarbus, kai reikia nustatyti parametro matavimų imties tūrį. L. R.
A. Franklin (1999) pateikė formules, kaip rasti n, kai žinomas santykis ![]() =A, kur
=A, kur ![]() yra (1-
yra (1-![]() )100% apatinė pasikliautinoji
)100% apatinė pasikliautinoji ![]() riba. Imdami, pavyzdžiui,
riba. Imdami, pavyzdžiui,
![]() ir A=0.08 gauname
n=36. Panašios formulės pateiktos ir rodikliams
ir A=0.08 gauname
n=36. Panašios formulės pateiktos ir rodikliams ![]() bei
bei ![]() . Kelių autorių darbuose yra pateiktos indekso
. Kelių autorių darbuose yra pateiktos indekso ![]() įverčio
įverčio ![]() pasiskirstymo
funkcijos išraiškos, kurias galima panaudoto konstruojant pasikliautinuosius
pasiskirstymo
funkcijos išraiškos, kurias galima panaudoto konstruojant pasikliautinuosius ![]() intervalus.
intervalus.
- KS gamybos proceso įvertinimo apibendrinantis rodiklis.
Anksčiau buvo nagrinėjama situacija, kai procesas charakterizuojamas vienu parametru (vienmatis atvejis). Tačiau KS atitikimas specifikacijos normoms nusakomas daugeliu parametrų (daugiamatis atvejis). Taamas ir kt. (1993) pasiūlė tokį daugiamatį atitikmens rodiklį
 ,
,
kur ![]() parenkamas taip, kad
elipsoidas , kurio tūris yra rodiklio skaitiklyje, būtų specifikacijos srities
viduje. Čia
parenkamas taip, kad
elipsoidas , kurio tūris yra rodiklio skaitiklyje, būtų specifikacijos srities
viduje. Čia ![]() ,
, ![]() ,
, ![]() yra vektoriaus
yra vektoriaus ![]() koreliacinė matrica,
koreliacinė matrica, ![]() paprastai lygus
0.0027,
paprastai lygus
0.0027, ![]() yra
yra ![]() dėsnio kvantilis.
Jessenbergas ir kt. parodė, kad
dėsnio kvantilis.
Jessenbergas ir kt. parodė, kad
 .
.
Nickersonas (1994) pasiūlė patalpinti elipsoidą
![]()
į mažiausio tūrio stačiakampį gretasienį su ribomis
![]() ,
,
![]() .
.
Tada galima apibrėžti tokį atitikmens indeksą
 .
.
Chanas (1994)
pasiūlė naudoti atitikmens indeksą ![]() , kai tolerancijos zona V yra nusakoma taip:
, kai tolerancijos zona V yra nusakoma taip:
![]() .
.
Čia ![]() gali būti bet kokia
techninių sąlygų nusakyta funkcija. Skaitome, kad procesas tinkamas, jei
gali būti bet kokia
techninių sąlygų nusakyta funkcija. Skaitome, kad procesas tinkamas, jei ![]() , kur
, kur ![]() yra leistinas defektingumo
lygis. Randame r tokį, kad
yra leistinas defektingumo
lygis. Randame r tokį, kad
![]()
Tada procesas
tinkamas, jei ![]() , tai yra
, tai yra ![]() . Todėl daugiamatis atitikmens indeksas nusakomas taip
. Todėl daugiamatis atitikmens indeksas nusakomas taip ![]() . Jei tolerancijos zona V yra stačiakampis gretasienis
. Jei tolerancijos zona V yra stačiakampis gretasienis
![]() ,
,
tai atitikmens
indeksas bus ![]() , kur r tenkina sąryšį
, kur r tenkina sąryšį
![]() .
.
Jei r<1,tai ![]() ir procesas yra
tinkamas. Praktikoje galima elgtis taip. Sudarome stebėjimų imtį
ir procesas yra
tinkamas. Praktikoje galima elgtis taip. Sudarome stebėjimų imtį ![]() ir ieškome mažiausio
r, kad
ir ieškome mažiausio
r, kad
![]() .
.
Jei rastas r<1, tai procesas patenka į tolerancijos zoną, jei r>1, tai reikia ieškoti defekto priežasčių.
- Neuroninių tinklų taikymo variantų pasirinkimo klausimu.
Neuroninių tinklų pagalba sprendžiami klasifikavimo, klasterizavimo, regresijos, atpažinimo, valdymo uždaviniai. Sukurta daug jų apmokymo algoritmų, kai iš anksto pasirenkama neuroninio tinklo architektūra. Čia paliesime tik sąlyginių tikimybių modeliavimą neuroninių tinklų pagalba.
Tarkime, technologinio proceso būseną nusako
parametras Y, kuris yra funkcija nuo stebimų, matuojamų parametrų vektoriaus ![]() , t. y.
, t. y. ![]() . Kadangi funkcija f paprastai nežinoma, tai galima spręsti
regresijos uždavinį: rasti neuroninį tinklą
. Kadangi funkcija f paprastai nežinoma, tai galima spręsti
regresijos uždavinį: rasti neuroninį tinklą ![]() tokį, kad
tokį, kad ![]() su tam tikru
patikimumu. Galima formuluoti ir kitą uždavinį: rasti
su tam tikru
patikimumu. Galima formuluoti ir kitą uždavinį: rasti ![]() aprašantį tikimybes
aprašantį tikimybes ![]() . Šiuo atveju galima imti tokią neuroninio tinklo struktūrą
. Šiuo atveju galima imti tokią neuroninio tinklo struktūrą
 ,
,
kur ![]() ,
, ![]() ,
, ![]() – sigmoidinė
funkcija. Panaudojus maksimalaus tikėtinumo principą ir globalaus ekstremumo
taško radimo algoritmą, reikia rasti parametrų
– sigmoidinė
funkcija. Panaudojus maksimalaus tikėtinumo principą ir globalaus ekstremumo
taško radimo algoritmą, reikia rasti parametrų ![]() įverčius, kai turime
apmokymo aibę
įverčius, kai turime
apmokymo aibę ![]() . Apmokius neuroninį tinklą gauname ir sąlyginių vidurkių bei
dispersijų aproksimacijas:
. Apmokius neuroninį tinklą gauname ir sąlyginių vidurkių bei
dispersijų aproksimacijas:
![]() ,
,
 ,
,
kur ![]()
Šias aproksimacijas
galima panaudoti sąlyginių kontrolės kortų konstravime. Tarkime, technologinis
procesas laikomas geru, jei ![]() , t. y. Y patenka į specifikacijos intervalą. Tada tikriname
ar
, t. y. Y patenka į specifikacijos intervalą. Tada tikriname
ar ![]() . Šių nelygybių pagalba mes nusakome sritį V tokią, kad jei
. Šių nelygybių pagalba mes nusakome sritį V tokią, kad jei ![]() , tai procesas yra geras.
, tai procesas yra geras.